Standard Commercial LED High Bay Lights aren’t cut out for the tough, harsh environments found inside North America’s largest heavy industrial plants.
Commercial LED Lighting manufacturers have cut corners to bring prices down to increase sales volume in recent years. That means the average commercial LED high bay lights are built with the cheapest components found on the market.
This may be fine for a standard commercial warehouse. But for an industrial plant, this poor quality won’t last long.
Industrial plants and production facilities have high ambient temperature areas, heavy equipment and machinery that cause voltage spikes and vibration, higher than average ceiling heights, and are often dirty, dusty and wet. Cheap commercial LED fixtures will not be able to hold up in these types of environments.
The Problem with Commercial LED High Bay Lighting

When consumers look for standard LED lighting for a warehouse application, oftentimes, they are looking for the cheapest possible price.
Many have put up with poor HID lighting and the maintenance that comes along with it for years putting off buying a better LED light, just because they were waiting for prices to come down.
As such, LED manufacturers have cut corners on components, putting no-name drivers and chips into their lights. These components are the most susceptible to failures. With these cheap components, these lights aren’t cut out for industrial applications.
5 Common Lighting Challenges Found in Heavy Industrial Plants

Heavy Industrial plants and facilities are commonly found on sites like mining, steel making, paper plants, and food processing facilities. The challenges in these plants are:
1. Heavy Vibration: Overhead travelling cranes and other big equipment can cause serious vibration, resulting in light failures.
2. Voltage Spikes: Machines and equipment demanding power can send voltage spikes down the line. Heavier loads and “dirty” power from older buildings can cause voltage spikes resulting in outages or light failures as well.
3. Hot Environments: Steel producers and other manufacturing plants are bound to have high ambient temperatures within the plants. Some of these areas in the plants are seeing up to 150-degree temperatures regularly. Examples of these common locations are production areas, dryer hoods, cooling beds, furnaces and more.
4. High Ceilings: Industrial plants have higher than average ceilings to fit large equipment and mining vehicles. The standard ceiling height is 15-18 feet. Industrial plant ceilings can be 60 feet, 90 feet, and up to 130 feet. Most of these bays are dark with poor lighting.
5. Dirty, Dusty, & Wet: Any facility with manufacturing and production usually have a lot of dirt, dust and wet environments. The causes of these types of dirty environments are washdown zones, coal and production area dust, and more.
Below we drive into examples of problems that are found in most heavy industrial plants and how we can help you solve these challenges.
Overhead Cranes
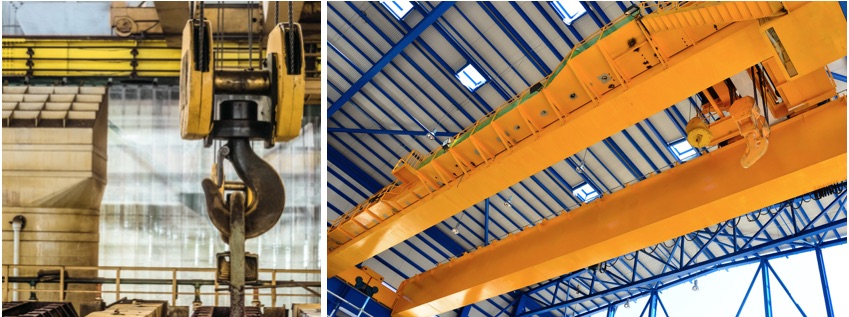
There are thousands of overhead travelling cranes on the market.
PROBLEMS:
- Travelling cranes block high bay lighting creating dangerous shadows for crane operators
- The regeneration process causes voltage spikes
- Lights falling because they’re not properly mounted is a serious safety issue
- Cranes in high-temperature areas cause average light fixtures to fail
- Cranes with high ceiling mounting heights
PRODUCT SOLUTIONS:
- 250 Vdc input voltage and 277Vac – 480Vac voltage for a wide range of flexible voltage
- Light-weight fixtures are easy to handle and install
- Heavy-duty custom brackets for easier installation and mounting
- Safety cables for increased security
- High-temperature modification packages available with 760 degrees lens to handle furnace blasts
- Narrow beam spread and high wattage up to 600W to handle high applications of 60-80 feet
CASE STUDY:
When we first began offering crane lighting solutions, ArcelorMittal, the world’s leading steel and mining company, was looking for a crane light that would last longer than nine months. Since our crane light solution lasted over the required nine months, the steel plant then converted over 300 overhead cranes to our LED lighting. We were able to provide the best solution with the fastest lead time for the company’s crane lighting problems and we are proud to say that our fixtures have lasted over nine years on the overhead cranes.
We sell thousands of lights every year for overhead cranes. We have provided lighting for some of the largest crane manufacturers in the world such as Konecranes and Zenar Crane. You can find our LED lights in many overhead crane factories such as:
- John Deere
- Ford Motors
- US Steel
- ArcelorMittal
- Nucor
- And many mining operations and paper plants across North America
High Temperatures

When you start looking at large industrial plants that produce steel, paper, and process raw material it’s almost a guarantee that it’s going to have areas where the temperature is so high that its light fixtures will not last.
These plants have hot environments and lighting is an ongoing challenge in these high production areas which leads to safety issues and production downtime.
PROBLEMS:
- The electronic components within LED lighting are sensitive to heat. Due to this, LED fixtures have heat sinks to allow the heat to escape the fixture
- Adding high ambient temperature creates an even bigger problem for light fixtures
- All components in your LED light fixture need to have a high-temperature rating to withstand these hot environments
PRODUCT SOLUTIONS:
- High-temperature modification package with a lens that protects the fixture components from temperature blasts up to 760 degrees
- Remote mount fixtures that allow the driver (heat-sensitive component) to be mounted remotely up to 250 feet away from the high temperatures
- Driverless LED fixtures that have a 100 degrees rating
CASE STUDY:
Domtar, the second-largest free-sheet paper producer in the world, makes cereal boxes, gum wrappers, cupcake wrappers and more. Since this manufacturer makes paper products for the food industry, it required a high-temperature fixture that was also NSF food-grade safe. To meet these unique requirements, we provided Domtar with our Food Processing Light and a remotely mounted driver that was kept in an air-conditioned box to keep the driver cool. Although this customer required a detailed customized solution specific to its challenges, setting up the fixtures the correct way the first time helps avoid countless hours of replacing lights and drivers for years to come.
High Ceiling / Voltage Issues

Many plants have high ceilings that are 60 feet, 90 feet, and up to 130 feet high.
PROBLEMS:
- Heavy fixtures that are hard to install
- Poor foot-candle lighting levels on the working plane
- Failing fixtures require a special high lift machine to replace
- High production areas need to be shut down to fix or replace failing lights
- Special crews and extra manpower are required when fixing or replacing failed lights
- Due to the extra equipment and manpower in replacing failed lights, many fixtures do not get replaced which causes dark areas and unsafe work zones
PRODUCT SOLUTIONS:
- We can provide a 300W LED fixture that can replace a 1000W fixture up to 60 feet
- We can also provide a 450W and a 600W LED that can replace a 1000W fixture up to 130 feet
- Our high ceiling fixtures work great on cranes and high-temperature areas
- We have lighting solutions for any high bay application
CASE STUDY:
After years of our fixtures providing lighting solutions for high ceilings several plants, inducing US Steel, have committed to replacing all of its 1000W fixtures to our high ceiling fixtures. These fixtures have a surge suppressor in the light as well as an additional surge suppressor on the outside. Surge suppressors are also available for installation at the light control panel box which is a great solution for preventing power surges.
NSF Food Processing

Our favourite and fastest-growing category is the NSF food processing high bays for large meat and poultry plants. In 2017, the NSF and USDA increased its regulations including light fixture protocols that are mandatory in any area that comes in to contact with food or a food product.
At the time, we had already developed our NSF fixture which had exceeded the regulations, leaving a lot of the food light manufacturers scratching their heads and playing catch up.
PROBLEMS:
- General food areas require a high CRI rating in inspection zones so that they can catch any contamination before the product leaves the plant
- The highest IP rating is mandatory so that the light fixture is dust-proof, waterproof, and can handle high-pressure washing for wash down and bacteria cleaning
- The light fixture also needs to be powder-coated so that it does not chip or peel leaving particles in the products
PRODUCT SOLUTIONS:
- The Food Processing Light has an IP rating of 69K allowing the fixtures to be washed regularly to prevent the build-up of food and bacteria
- The CRI rating of 90 not only meets the industry standard but it exceeds it with the highest CRI rating currently available in the industry
- Our fixture is powder-coated to stop paint from chipping and to provide a corrosion-resistant coating
- The Food Processing Light was specifically designed for the food processing industry – it is built without glass, has no exposed screws and has a streamlined body design to prevent the build-up of any liquids or particles
CASE STUDY:
The food processing plants that we work with normally have a quick turnaround time for products. One plant we work with does 8000 hogs per day with the whole process of going from a live hog to boxed food in the freezer ready to be shipped to a wholesaler only taking two days. With this quick turnaround time, plants want to be sure that their products are passing all inspection zones and tests. Poor lighting is the last thing they want to have to worry about and deal with. Our CRI 90 levels are fixtures that create the perfect lighting for inspection zones. We have worked with numerous big-name food processing plants in North America such as Cargill, Tyson Foods and Maple Leaf Foods.








